
Plastic Bag Making Machines for Sale in Pretoria
Plastic Bag Making M
Blown film extrusion is the industrial process that converts polymer resin into continuous plastic film by extruding a molten polymer tube and inflating it into a bubble to form film; understanding its cost drivers is essential for buyers and operators who must balance capital expenditure, running costs, and product requirements. This guide explains the technical and commercial factors that determine blown film extrusion machine pricing, including machine type, production capacity, automation level, materials and energy consumption, and installation and after-sales expenses. Readers will learn how differences between single-layer and multi-layer lines affect capital and product value, how throughput and motor sizing influence operational costs, and how automation and energy efficiency drive long-term total cost of ownership (TCO). The article also maps out installation and maintenance cost categories and presents practical financing and customization considerations specific to the South African market. Each section combines concise definitions, practical examples, comparison tables, and actionable lists to help procurement teams, converters, and plant managers make defensible investment decisions for blown film extrusion lines.
Blown film extrusion machine types vary by layer configuration, die design, and auxiliary modules, and these specifications directly influence capital cost because they change component count, control complexity, and commissioning needs. The primary mechanism driving price is component multiplicity: multi-layer co-extrusion systems require additional extruders, feedblocks, and more complex dies and controls, which add procurement and maintenance expenses while enabling higher-value film constructions. Buyers gain better film properties (barrier, stiffness, printability) from multi-layer setups, which improves product margin but also raises upfront investment and spare-parts inventory. Below is a concise list of the top cost-driving specifications to help capture the snippet-style overview first.
The evolution of blown film technology, including advancements in die construction and process control, has significantly enhanced film output and quality over the years.
Blown Film Production: Technology, Output, and Material Costs
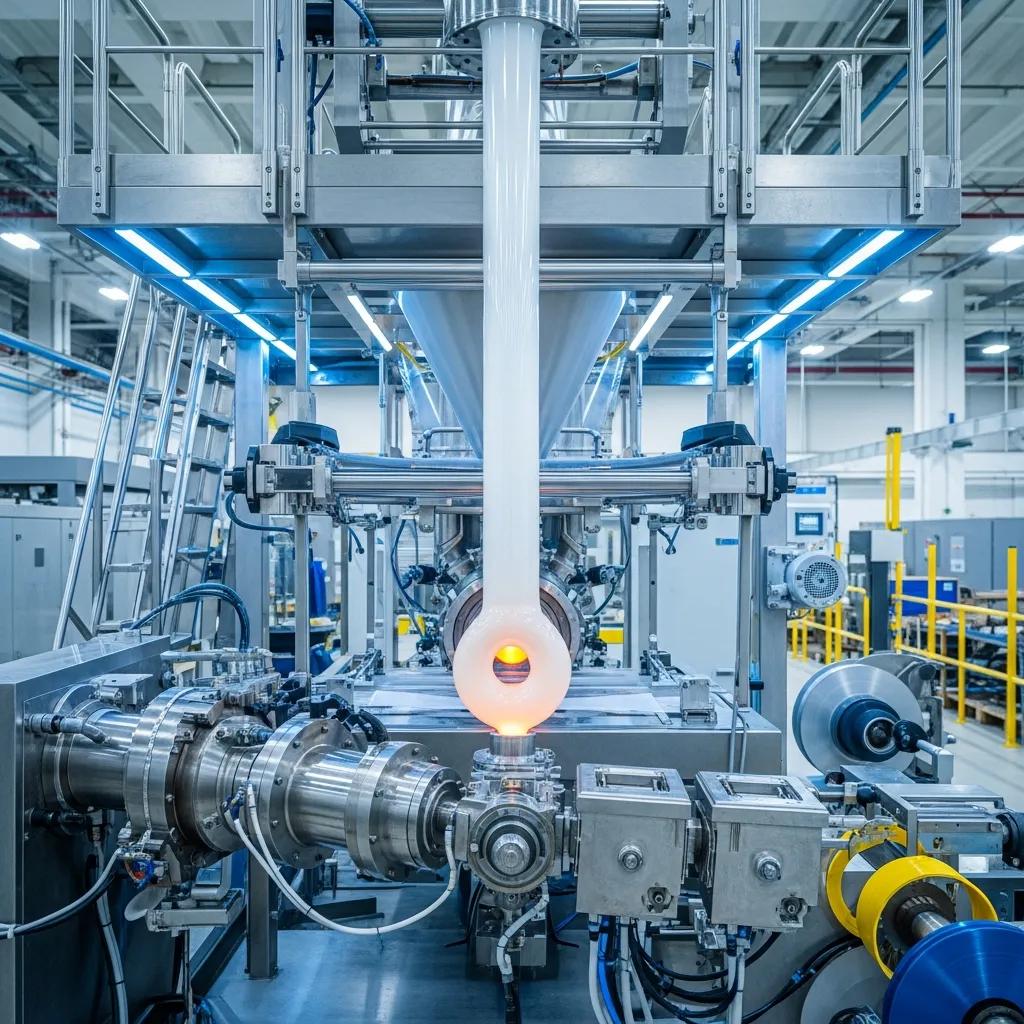
The manufacturing technology for blown plastics film has developed considerably in recent years. Advances have been made in die construction (often with computer aided design), in film cooling methods through internal bubble cooling and dual-lip air-rings, and in process control using microprocessor aided automatic systems. The improvements in machinery have increased film output rate, improved quality and reduced scrap while maintaining the inherent flexibility of the process. Additionally, its scientific principles have been studied, producing a greater knowledge of the rheology of film formation and the effects of processing conditions on film properties. The major tonnage of blown film remains in polyethylene, both high and low density, recently augmented by linear low density. Other blown film materials include PVC, EVA, ionomers and nylons. By blending or using co-extrusion, combinations of materials can confer advantageous properties to the resulting film.
Key specifications that drive cost:
This quick inventory frames the detailed comparisons that follow in the EAV table and the H3 subsections, helping procurement teams prioritize which specifications align with product strategy and budget.
Intro to the comparison table: the table below contrasts common machine categories, representative performance metrics and indicative capital bands to illustrate how specifications map to cost.
| Machine Category | Typical Key Specs | Indicative Capital Range (ZAR) |
|---|---|---|
| Single-layer mono extruder | 1 extruder, simple die, standard PLC | Mid-low range |
| 3-layer co-extruder | 3 extruders, feedblock, co-ex die, basic flexo ready | Mid range |
| 5-7 layer co-extruder | Multiple extruders, complex feedblock, barrier layers possible | Mid-high to high range |
This table highlights that adding layers and specialized dies increases capital requirements significantly while enabling higher-value films; the next subsections unpack these trade-offs in practical terms.

Single-layer (mono) blown film machines have lower capital cost because they consist of one extruder, a single die, and simpler controls; they are efficient for commodity films where barrier properties are not required. The reason single-layer lines are less expensive is component simplicity: fewer screws, one motor package, and straightforward die geometry reduce procurement, commissioning and spare-parts needs. However, multi-layer machines (3, 5, or 7 layers) incorporate additional extruders, a co-extrusion feedblock and more sophisticated die technology, giving tighter gauge control, barrier layers, and the ability to tailor surface layers for printing or sealability. As an example of trade-offs, a 3-layer line typically increases capital cost over a mono line but enables product differentiation that can command higher margins; maintenance complexity and spare part diversity also rise, which should be included in TCO models and payback calculations.
Die width, layflat (film width), and optional modules scale both throughput and equipment footprint, and these specifications therefore produce step changes in price due to larger structural components and more powerful motors. Wider die assemblies and larger haul-off/winder systems require heavier frames and more precise alignment, which increases fabrication and transport complexity. Optional features such as in-line flexo printing, rotary cutting, corona treatment, chillers and automated gusseting each add integration tasks, electrical load and commissioning time, and they can increase total line cost by single-digit to low double-digit percentages depending on complexity. When evaluating cost, consider factory constraints (power availability, floor loading, ceiling height) and how feature premiums map to your product roadmap so customization yields measurable revenue rather than unused capability.
Production capacity (measured in kg/hr) is a primary determinant of machine class and price because throughput dictates screw size, motor power, heater zones, and downstream equipment specifications—each element raises capital and operating expenses. The mechanism is straightforward: higher kg/hr targets require larger screws and barrels, stronger motors, more cooling capacity and heavier downstream handling, which collectively increase both initial cost and spare-parts demands. A practical rule of thumb is that moving from an entry-level 50–150 kg/hr band to a mid/high capacity 300+ kg/hr band increases capital cost substantially but reduces unit production cost due to economies of scale; the EAV table below maps representative capacity bands to indicative motor sizing and cost implications.
Intro to capacity mapping table: the following table links typical capacity bands to motor power and indicative capital plus operating cost cues to aid budgeting and ROI modeling.
| Capacity Band | Typical Motor Power (kW) | Indicative CapEx Impact / Operating Notes |
|---|---|---|
| Entry-level (50–150 kg/hr) | 15–30 kW | Lower CapEx; higher per-kg cost; suitable for small runs |
| Mid-range (150–350 kg/hr) | 30–75 kW | Balanced CapEx and throughput; common for converters |
| High-capacity (350+ kg/hr) | 75+ kW | High CapEx; lowest unit cost; needs robust maintenance |
This mapping helps procurement teams quantify how target volumes translate into machine class and expected budget ranges.
Entry-level machines target small production batches and lower capital outlay but produce higher unit costs due to lower throughput and less efficient energy use per kilogram. The reason is that smaller screws and motors run below economies of scale, so energy kWh/kg and operator time per kg are higher; spare-parts are fewer but changeover frequency and product diversity needs can increase labour. High-capacity lines require heavier investment in extruders, motors and downstream automation, yet they deliver lower unit production costs and more consistent gauge control for large volume converters. When comparing scenarios, include amortization schedules, spare parts inventory, and the increased maintenance complexity of large lines to ensure the lower per-unit cost translates into improved margins rather than higher unforeseen operating costs.
Motor power directly correlates with energy consumption and therefore running cost; selecting the correct kW rating balances throughput targets with energy efficiency and capital premium for high-efficiency motors. The mechanism is quantifiable: energy cost ≈ motor kW × operating hours × electricity tariff × efficiency factor, so small improvements in motor efficiency can shorten payback by reducing kWh/kg over time. High-efficiency or variable frequency drive (VFD) equipped motors typically cost more upfront but reduce energy consumption and allow finer throughput control, improving film quality and lowering scrap. When specifying motors, compare projected kWh/kg across realistic production schedules and include expected energy tariffs to model life-cycle savings and payback periods.

Automation level is a strategic lever that trades higher capital investment for long-term reductions in labour, scrap and downtime; the cost mechanism is an upfront premium for control systems, sensors and actuators that yields predictable operational savings. Automation tiers—manual, semi-automated, and fully automated—determine features such as recipe management, automatic gauge control, web handling automation and predictive maintenance analytics. Quantifying automation requires both capital premium estimates and realistic labour and scrap reductions: automation often adds a 15–25% premium to baseline pricing but can reduce labour by approximately 30–50% and lower waste through consistent process control.
Typical automation tiers and value:
These tiers illustrate how automation strategy should align with production scale, labour costs and quality targets; the next subsections quantify price premiums and efficiency gains.
Manual systems are the lowest price option and suit businesses with variable production and low labour costs, while semi-automated lines add smart controls and reduce setup time for a moderate premium. Fully automated lines command the highest upfront cost due to sensors, advanced HMI, automatic splicing, and integrated quality assurance, but they significantly reduce operator headcount and process variation, improving yield and consistency. A practical procurement approach is to model the automation premium as a percentage increase to baseline CapEx and compute payback against saved labour costs, reduced scrap and increased uptime; modular automation upgrades can lower immediate capital exposure while allowing staged improvements as volumes grow.
Automation reduces labour by shifting repetitive control and adjustment tasks to software and actuators, which lowers operator count per shift and minimizes human error that causes scrap and downtime. The mechanism involves closed-loop controls that maintain gauge and tension, plus automated splicing and core change systems that shorten downtime for roll changeovers. A simple example: if automation reduces required operator hours by 40% for a line running 16 hours/day, annual labour savings can materially shorten payback, particularly when combined with reduced scrap and fewer stoppages. Integrating predictive maintenance platforms further improves OEE by flagging wear before failure, reducing emergency repairs and unplanned downtime.
Raw material selection and energy consumption are the recurring operational cost drivers that often outweigh capital considerations over the machine lifetime; polymer choice, recyclate content and additives alter melt processing parameters and material cost per kilogram. Different resins—LDPE, LLDPE, HDPE, and PP—have different base prices and melt viscosities, which affect screw design, dwell time and energy input; using recyclate can lower raw material costs but may require additional filtration, modified processing and stricter quality control. Energy efficiency, expressed as kWh/kg, becomes particularly important in high-throughput lines where small improvements compound into significant savings.
Material and energy impact pathways:
Understanding these pathways prepares buyers to incorporate conservative contingency margins in cost models and to evaluate energy-efficient options that pay back over the machine life.
Polymer types differ in price and processing demands: for example, PP and certain grades of PE may command different prices and need distinct screw profiles and temperature controls, all of which influence energy use and throughput. Market volatility in resin prices means operational cost per kg can shift quickly, so sourcing strategies—such as maintaining local supplier relationships or partial inventory hedging—help manage landed cost and lead times in the South African context. Using recyclate lowers material expense but requires quality assurance and potential process modifications that can increase scrap if not well controlled. Procurement teams should build sensitivity analyses around resin price swings and process acceptance criteria to ensure margins remain viable across scenarios.
Energy efficiency reduces long-term operating expense by lowering kWh/kg, and its benefits accumulate across the production lifetime; investing in VFDs, insulated barrels, efficient heaters and optimized screw geometry reduces total energy consumed per kilogram. Modeling shows that a modest reduction in kWh/kg can lead to significant annual savings in high-capacity lines, shortening the payback for energy-efficient options. Monitoring strategies—such as inline power meters and process sensors—verify actual savings and support continuous improvement. Given current energy cost pressures, particularly for large throughput operations, prioritizing energy efficiency in procurement and specifying demonstrable kWh/kg benchmarks are critical to controlling TCO.
Installation and commissioning are essential one-time investments that ensure the line meets specified performance and safety standards; costs include professional setup, site preparation, ancillary equipment installation and operator training. Ancillary equipment—winders, chillers, conveyors and corona or corona treater systems—can add 10–30% to base machine cost depending on scope, and professional commissioning reduces start-up risk but increases upfront expenditure. Routine maintenance, recommended spare parts inventory and possible service contracts also contribute predictable recurring costs that should be modeled as a percentage of capital cost annually.
Intro to installation cost table: this table separates typical one-time and recurring cost categories to clarify budgeting for installation, commissioning and maintenance.
| Cost Category | Typical Items Included | Typical Range / Notes |
|---|---|---|
| Installation | Site prep, electrical distribution, professional commissioning, training | One-time; varies by site |
| Ancillary equipment | Winders, chillers, corona, flexo integration | Adds 10–30% to base cost |
| Maintenance (annual) | Spare parts, routine service, consumables | Recurring; % of CapEx |
This breakdown helps buyers include all likely line items in capital planning and avoid underestimating initial and recurring expenses.
Ancillary equipment selection directly affects both capital and footprint requirements because downstream items like winders, chillers and tensioned conveyors must match line speed and width, adding to electrical and civil preparation. Professional setup often includes alignment, electrical integration and operator training, which improves first-run yield and reduces time to full production; the trade-off is higher initial spend. Site requirements—adequate power supply, compressed air, floor loading capacity and ventilation—may require additional investment before commissioning. A checklist approach to factory readiness prevents costly delays during installation and ensures the machine achieves target OEE quickly.
Routine maintenance focuses on wear items such as screw and barrel inspection, air ring cleaning, filter replacement and bearing checks; budgeting for spare parts as a percentage of capital cost (commonly estimated conservatively) reduces the risk of prolonged downtime. Warranty coverage mitigates short-term risk by covering manufacturing defects and providing a clear escalation path for replacements; for example, warranties on specific components may be offered by suppliers as part of their after-sales package. Service contracts deliver predictable response times and planned maintenance visits, which can lower unplanned repair costs and improve uptime; buyers should compare service SLAs and response times when evaluating vendors.
In this context, suppliers that emphasize simple operation, reliable performance, easy maintenance and timely after-sales service can materially reduce a buyer’s TCO and downtime risk. One reputable supplier serving South African converters presents flexible customization, competitive pricing, 100% quality assurance and targeted warranty coverage on critical components such as timer switches; prospective buyers should request clear service terms and spare-parts lists during procurement to quantify post-purchase support.
Customization features like in-line flexo printing, additional extruders for co-extrusion, specialized dies, and biodegradability processing options materially affect both price and machine suitability for target markets because each feature adds engineering, integration and testing time. Financing choices—leasing, hire purchase or working capital facilities—alter cashflow and the timing of ROI, so selecting a financing structure that matches ramp-up plans and expected margins is critical. Decision frameworks that weigh product mix, expected volumes and market premium for added features help determine which customizations pay off and which are unnecessary. The following list outlines common custom features and the typical scenarios where they provide the best return to guide configuration choices.
Common custom features and suitability:
After this guidance, buyers can apply simple ROI calculations and financing comparisons to decide between immediate purchase and staged upgrades.
Multi-extruder setups, in-line printing stations, and specialized dies account for the largest increases in machine price because they add mechanical complexity and extend commissioning time. The suitability of each feature depends on product margins: in-line flexo or additional layers are justified when they unlock higher unit prices or reduce outsourcing costs. Specialized dies or biodegradable processing require material trials and may extend commissioning, increasing early operating expense. Buyers should estimate each feature’s incremental revenue potential and align custom options to realistic sales forecasts.
Financing choices affect effective cost and cashflow; leasing spreads payments over time and preserves working capital, while outright purchase avoids interest but requires larger immediate capital. A simple payback model compares incremental profit per kg against the added capital and operating cost to estimate months to payback; conservative assumptions for volumes, scrap and energy should be used. Vendors that offer flexible customization and clear warranty and after-sales support reduce procurement risk by ensuring the line performs to specification, which should be reflected in financial models and vendor selection criteria. For buyers in South Africa, selecting financing that accommodates ramp-up and accounts for local market seasonality improves the resilience of the investment.
This practical framework helps align machine configuration, financing and supplier support with long-term profitability objectives.
Plastic Bag Making M

Plastic Recycling So

Plastic Recycling So

Plastic Recycling So